Lasermarkierung auf verschiedenen Kunststoffen







Laserbeschriftungsverfahren auf Kunststoffen
Verbrennen
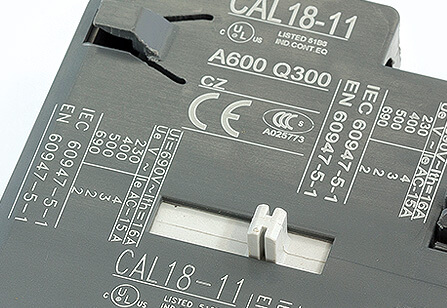
Durch das Verbrennen lassen sich starke Kontraste auf glänzenden Oberflächen erzeugen. Während dieses Prozesses erhitzt der Laser die Materialoberfläche (auf mindestens 100 °C), wodurch Sauerstoff, Wasserstoff oder beides freigesetzt werden. Das Ergebnis ist ein dunkler Bereich mit einer hohen Kohlenstoffkonzentration.
Während der Verbrennung arbeitet der Laser mit einer unterdurchschnittlichen Energie. Dies führt zu einer längeren Markierzeit als bei anderen Verfahren. Die Verbrennung kann auf Polymere oder Biopolymere wie organische Materialien wie Holz, Leder und Haut angewendet werden. Dieses Verfahren wird hauptsächlich zum Abdunkeln verwendet, wobei der Kontrast bei bereits dunklen Komponenten nicht optimal ist.

Farbwechsel oder Umfärbung
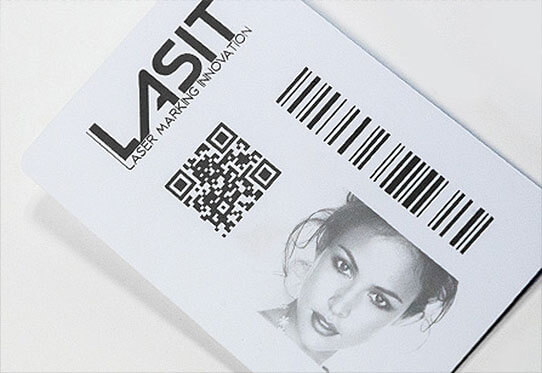
Die Lasermarkierung, die eine Farbveränderung vorsieht, ist im Grunde ein elektrischer Prozess, der die Makromoleküle neu anordnet (durch Änderung ihrer Richtung). In diesem Fall „dehnt“ sich das Material teilweise aus. Es wird kein Teil des Materials entfernt oder beseitigt. Die „Pigment“-Elemente im Grundmaterial enthalten immer Metallionen. Die Laserstrahlungen verändern die Kristallstruktur der Ionen und den Hydratationsgrad der Kristalle. Folglich erfährt die Zusammensetzung des Elements selbst eine chemische Umwandlung, die aufgrund der höheren Intensität des Pigments eine Farbänderung verursacht.
Im Gegensatz zu den bisherigen Verfahren ist die Laserfrequenz maximal. Jeder Puls hat eine reduzierte Energie. Dies dient dazu, eine übermäßige Ausdehnung des Materials oder das Abtragen eines Teils der Oberfläche zu vermeiden.
Sämtliche Kunststoffpolymere sind für einen solchen Verfärbungsprozess geeignet. In den meisten Fällen wird in eine dunklere Farbe verfärbt, selten wird ein hellerer Effekt erzielt.
Entfernen
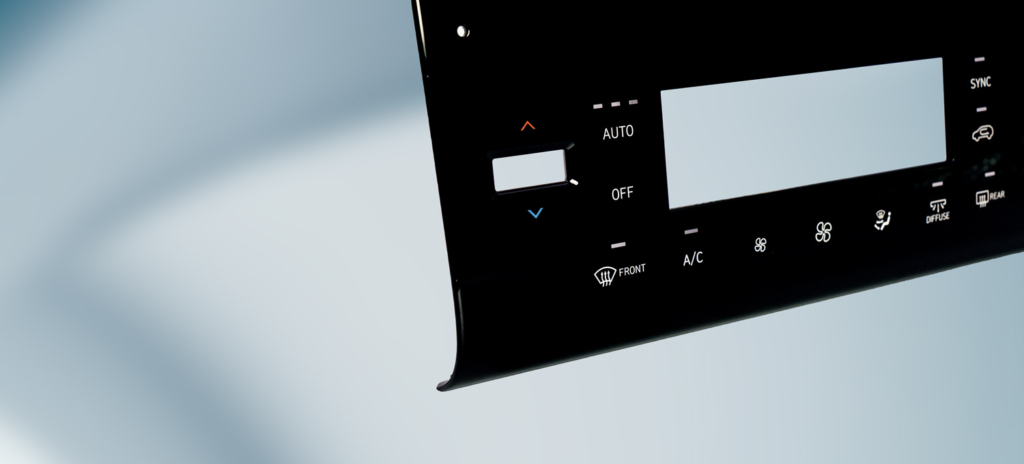
Das Entfernen wird bei mehrschichtigen Kunststoffteilen verwendet (Laminaten). Wie der Name schon sagt, besteht dieser Prozess darin, die Oberflächenschichten des Grundmaterials zu entfernen. Der Farbunterschied zwischen den verschiedenen Schichten erzeugt Farbkontraste. Dieser Farbkontrast wird für die hinterleuchteten Komponenten von Fahrzeugen genutzt.
Alle Night & Day-Komponenten von Fahrzeugen werden durch Entfernen der Oberflächenschicht des Kunststoffs erzeugt.
Aufschäumen
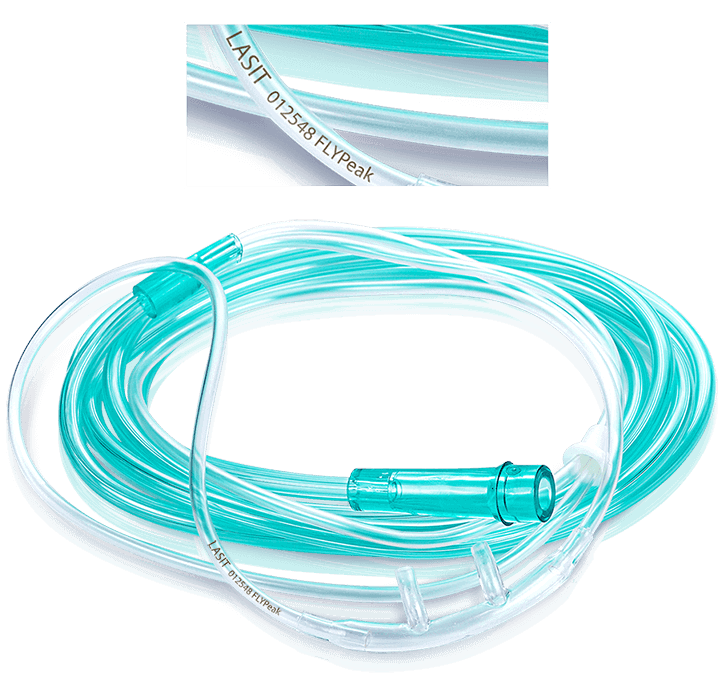
Das Aufschäumen ist ein Verfahren der Lasermarkierung, das die Oberfläche des Kunststoffs aufschmilzt. Das zum Sieden gebrachte Material schmilzt. Die anschließende Abkühlung erfolgt sehr schnell. Die vergasten und verdampften Blasen befinden sich in der Oberflächenschicht des Grundmaterials und erzeugen eine weißliche Schwellung. Dadurch entsteht eine fühlbare, also geprägte, Markierung. Die Wirkung dieser Blasen ist bei dunklem Grundmaterial am besten sichtbar.
In diesem Fall arbeitet der Laser mit reduzierter Leistung, aber mit sehr langen Pulsen. Dieses Verfahren kann auf alle Polymere angewendet werden, deren Zusammensetzung die endgültige Farbe verändert: hell oder dunkel.
Laserbeschrifter für Kunststoff: Vorteile
WIDERSTANDSFÄHIGKEIT
ERSPARNIS
- Bei der Direktbeschriftung auf Kunststoff fallen keine Kosten für Verbrauchsmaterialien wie Tinten, Chemikalien, Pasten oder Sprays an
- Mit einer direkten Kennzeichnung werden sämtliche Kosten für die Entsorgung von Chemikalien eingespart
- Bei einer Laserbearbeitung besteht keine Notwendigkeit einer Vor- oder Nachbehandlung
- Geringeres Verschleißrisiko der mechanischen Komponenten (kein notwendiger Austausch)
ÖKOLOGIE
PRÄZISION
GESCHWINDIGKEIT
- Man kann Markierungen in kürzester Zeit vornehmen, auch von variablen Inhalten (z.B. Seriennummern, Codes)
- Verschiedenste Markierungen können ohne Umrüstung oder Werkzeugwechsel an der Maschine vorgenommen werden
VERARBEITUNG OHNE KONTAKT
- Die Materialien müssen nicht geklemmt oder fest fixiert werden
- Zeitersparnis und garantiert optimale Ergebnisse
INTEGRATION MIT FABRIKSYSTEMEN

Laser zum Beschriften von Kunststoffen
Die beliebtesten Laser für Kunststoffanwendungen sind der berühmte UV-Laser, der FlyPeak-Grünwellenlaser von LASIT und der herkömmliche Grünlichtlaser mit einer Faseroptikquelle. In den meisten Fällen empfiehlt sich der Einsatz eines MOPA-Lasers, d.h. eines Lasers mit variabler Pulsdauer: Dank der Steuerung der Pulsdauer gewährleistet dieser Laser maximale Leistung bei schwierigeren Anwendungen.
Testparameter:
Hohe Geschwindigkeit (900-1200mm/sec)
Niedrige Frequenz (10-20kHz)
Niedrige Durchschnittsleistung (30-60%)





ABS Weiß

PA66 GF 30 Schwarz
Ein guter Kontrast kann mit FiberFly-Infrarotlasern erzielt werden. Um den Kontrast zu erhöhen, wird die MOPA-Version empfohlen.

POM C Schwarz

Entdecken Sie die Präzision, die den Unterschied ausmacht
Laden Sie die Broschüre herunter, um unsere Lösungen für die industrielle Lasertechnologie im Detail kennenzulernen.