Für die automatische Beschriftung von 1600 Typenschildern ist ein Beschriftungssystem mit herkömmlichen Vorrichtungen nicht mehr ausreichend.
Da die Produktivität eine der wesentlichen Anforderungen bei der Fertigung von Typenschildern ist, haben wir ein System entwickelt, das ein einfaches Management der Lasergravur ermöglicht, sodass der Arbeitsaufwand des Bedieners reduziert und die Prozesse automatisiert werden.
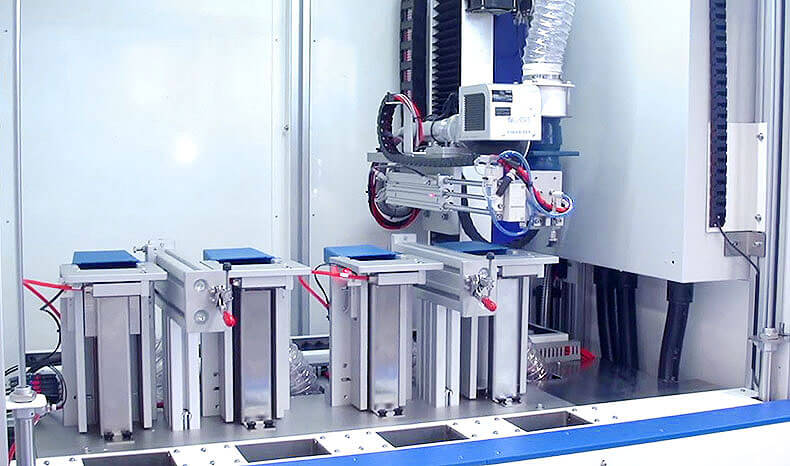
Der Beschriftungslaser Flylabel ist mit bis zu 4 Ladevorrichtungen ausrüstbar: Von einer einzigen Vorrichtung mit einer Ladekapazität von bis zu 400 Typenschilder und dem Pick&place System, das ein geordnetes Abladen regelt, bis zu 4 verschiedenen Ladevorrichtungen, die über eben dieses Pick&place System sowohl eine geordnete als auch ungeordnete Entnahme regeln können.
Das XZ-Achsensystem mit 800×300 mm Hub steuert auch die Position des Laserkopfes für die Laserbeschriftung jeder Bauteilreihe mit äußerster Präzision.


Der Bediener bestückt die Ladevorrichtung mit den Schildern. Anschließend wird das Beschriftungsprogramm für die Typenschilder gestartet, mit dem ein oder mehrere Arbeitsgänge ausgeführt werden können. In der Regel wird die Software nach den Anforderungen des Kunden spezifisch gestaltet, um diese besonders bedienerfreundlich zu machen. Der wichtigste Vorteil von FlyCAD ist die Fähigkeit der progressiven Datenverarbeitung, sodass der Inhalt der Lasergravur je nach Produktionsreihenfolge automatisch auf die Schilder übertragen wird.
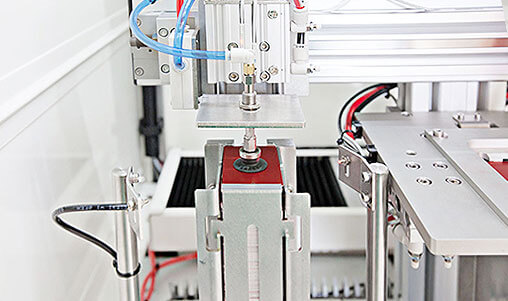
Nach dem Bestücken und Starten der Software ist die Arbeit des Bedieners beendet. Die Schilder werden automatisch beschriftet, um dann vom Pick&place System entnommen und abgeladen zu werden.

Abladeoptionen:
Die Funktionen der Lader kann unabhängig von einander verwaltet werden, z.B. indem sie alle zum Ladevorgang bestimmt werden (bei ungeordnetem Abladen) oder indem jeder Lader einem Ablademagazin zugeordnet wird.
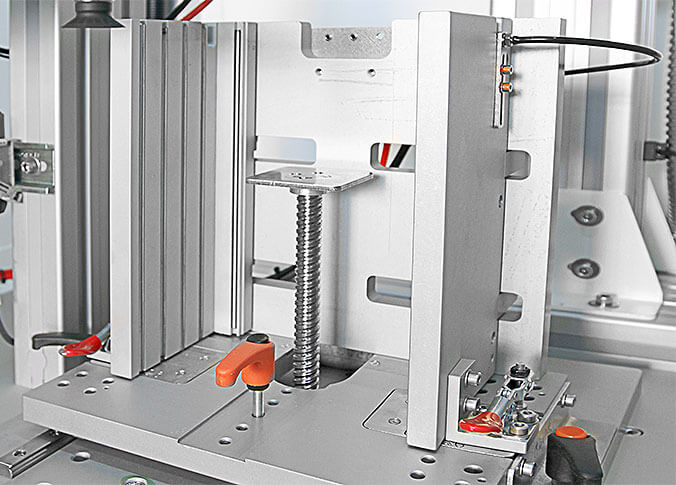
Wenn Typenchilder verschiedener Abmessungen beschriftet werden müssen, kann man Ladevorrichtungen unterschiedlicher Größe in ein- und derselben Aufnahme montieren. Das macht den Beschriftungslaser so vielseitig und verleiht ihm einen großen Produktionsvorteil.
Die Analge basiert auf der FlexyMark Struktur von LASIT, die für höchste Stabilität des Beschriftungslasers und all seiner Komponenten sorgt:
Hat Ihnen dieser Artikel gefallen?
Teile es auf
LASIT LASER DEUTSCHLAND GMBH
Im Stockacker 7
78194 – Immendingen
Copyright © 2024